توضیحات
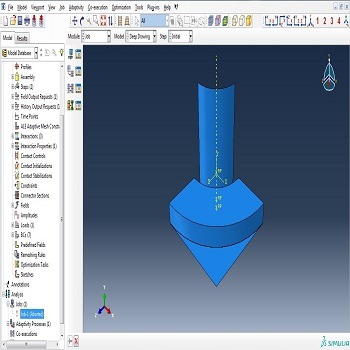
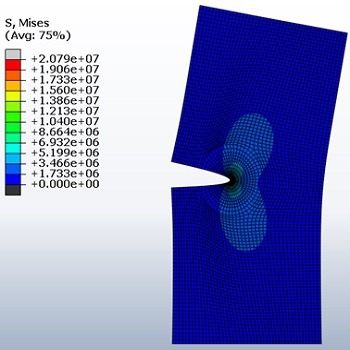
شبیه سازی فرآیند کشش عمیق با آباکوس
کشش عمیق جزو فرایندهای شکل دهی ورق محسوب میشود که در آن یک ورق فلزی با عملیات مکانیکی به شکل مطلوب میرسد. این یک فرایند تغییر شکل با حفظ مواد است. علت نامگذاری کشش «عمیق» این است که عمقی که ورق کشیده میشود بزرگتر از قطر ورق است. این فرایند ممکن است با کشش در چندین مرحله در قالبها انجام میشود. به منطقه فلنج (ورق در داخل قالب) با حفظ خواص ماده، تنش کشش شعاعی و تنش فشاری مماسی وارد میشود. این تنش فشاری باعث ایجاد چروک در ورق میشود. این چین و چروک را میتوان با ورق گیر کنترل کرد. ورق گیر جریان ورق به داخل قالب را کنترل میکند. بیشتر قطعاتی که از فلز ورق تولید میشوند، استوانهای یا جعبهای شکلند. برای مثال قابلمهها و ماهی تابهها، دبههای غذا و قوطیهای نوشابه، لگنهای آشپزخانه و مخزن سوختهای اتومبیلها با این روش تولید میشوند. این گونه قطعات، معمولاً با فرایندی که در آن یک سنبه، یک پولک، فلز ورق تخت را به داخل حفره ماتریسی میبرد تولید میشوند. اگرچه این فرایند به دلیل قطعاتی که به این وسیله تولید میشوند، اغلب کشش عمیق نامیده میشود ولی برای تولید قطعاتی که عمق کم یا متوسطی دارند نیز به کار میرود.
در روش معمول، یک پولک فلزی گرد روی دهانه ماتریسی دایرهای قرار گرفته و با یک ورق گیر، یا حلقهٔ روبنده در جای خود نگه داشته میشود. سنبه رو به پایین حرکت میکند و پولک را به داخل حفره ماتریس میفشارد و به صورت یک فنجان شکل میدهد. متغیرهای تأثیرگذار در کشش عمیق عبارتند از: خواص فلز ورق، نسبت قطر پولک به نسبت قطر سنبه، لقی بین سنبه و ماتریس، شعاع سنبه، شعاع لبه ماتریس، نیروی ورق گیر و اصطکاک و روانکاری. در خلال عملیات کشش، حرکت پولک به داخل حفره قالب، تنشهای فشاری (تنش محیطی) را در اطراف فلنج به وجود میآورد که میخواهند هنگام کشش در فلنج، چروک ایجاد کنند. این پدیده را با فشردن یک تکه کاغذ دایرهای شکل به داخل یک حفرهٔ گرد، مانند یک لیوان آبخوری میتوان نمایش داد. چروکیدگی را میتوان با یک ورقگیر تحت نیروی معینی کاهش داد یا از بین برد. به منظور بهبود عملکرد، مقدار این نیرو را میتوان به عنوان تابعی از مقدار پیشروی سنبه تنظیم کرد. دیواره فنجان که قبلاً شکل گرفته است، در معرض یک تنش کششی اصلی طولی، قرار میگیرد. افزایش طول، موجب میشود که دیواره فنجان نازک شود و چنانچه بیش از اندازه باشد، موجب پارگی فنجان خواهد شد. به دلیل متغیرهای زیادی که در این کار دخالت دارند، نیروی سنبه دشوار است. این نیرو با افزایش استحکام، قطر و ضخامت پولک فلز ورق افزایش مییابد.

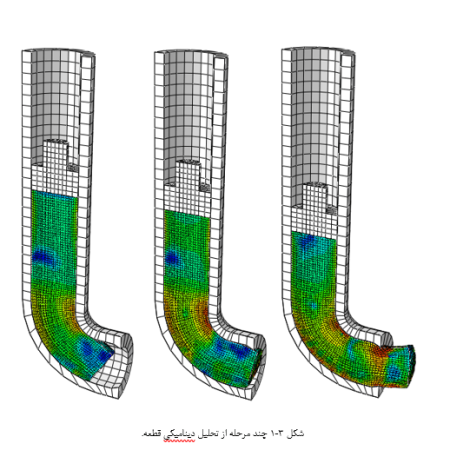
مراحل کشش عمیق یک قطعه
اغلب مواد برای رسیدن به شکل نهایی در چندین مرحله تغییر شکل میدهند. این روش (کشش عمیق) باعث کاهش استفاده از مواد خام و در نتیجه کاهش هزینه میشود. در تصویر نیز مراحل کشش عمیق یک قطعه معلوم است.
شبیه سازی فرآیند کشش عمیق با آباکوس توسط کارشناسان گروه ۱.۲.۳ پروژه پیاده سازی گردیده و به تعداد محدودی قابل فروش می باشد.فایلهای پروژه به صورت کامل پس از خرید فایل بلافاصله در اختیار شما قرار خواهد گرفت.
سفارش پروژه مشابه
درصورتیکه این پروژه دقیقا مطابق خواسته شما نمی باشد، با کلیک بر روی کلید زیر پروژه دلخواه خود را سفارش دهید.





نقد و بررسیها
هنوز بررسیای ثبت نشده است.