
توضیحات
عنوان فارسی: قابلیت ماشینکاری
عنوان انگلیسی مقاله ترجمه شده:
Machinability
– قابلیت ماشینکاری
15-1 مقدمه
اصطلاح قابلیت ماشینکاری به سهولتی اشاره میکند که با آن میتوان فلز را تا سطح نهایی قابل قبولی ماشینکاری کرد. مواد با قابلیت ماشینکاری خوب به نیروی کمی برای برادهبرداری نیاز دارند، برش با سرعت بالا قابل اجراست، به اسانی پرداخت نهایی خوبی بدست میآید و موجب خوردگی ابزار نمیشوند. فاکتورهایی که عموماً موجب بهبود عملکرد مواد میشوند اغلب قابلیت ماشینکاری آن را تضعیف مینمایند. بنابراین، برای ماشینکاری قطعات به شیوهای که از لحاظ اقتصدی به صرفه باشد، مهندسان در یافتن روشهایی برای بهبود قابلیت ماشینکاری بدون صدمه زدن به عملکرد با چالش روبهرو هستند. پیشبینی قابلیت ماشینکاری میتواند دشوار باید زیرا ماشینکاری متغیرهای زیادی دارد.
15-2 ماشینکاری مرسوم(سنتی)
این اصطلاح برای اولین بار در سال 1920 برای توصیف ویژگیهای ماشینکاری مواد قطعهی کار پیشنهاد شده است. از آن زمان، این اصطلاح مکرراً استفاده شده است اما به ندرت توضیح کاملی برای آن ارائه شده است چنانکه تفاسیر متعددی وابسته به نقطهنظر فرد استفادهکننده وجود دارد. در وسیعترین تفسیر ارائه شده، مادهای با قابلیت ماشینکاری خوب نیازمند مصرف نیروی کمتر با عمر ابزار بیشتر است و بدون صدمه به سطح نهایی خوبی دست مییابد. بر این اساس، قابلیت ماشینکاری یک خصوصیت ماده نیست. همجنینی، ارتباط زیادی با فرآیند ماشینکاری انتخاب شده ندارد. مادهای که در یک فرآیند خاص ماشینکاری خوبی را به نمایش میگذارد ممکن است در فرآیند دیگر ماشینکاری خوبی نداشته باشد. علاوه بر این، یک فرآیند ماشینکاری به خصوص مناسب تحت شرایط معین ممکن است کارآمدی یکسانی را برای ماشینکاری همان ماده تحت شرایط دیگر نداشته باشد.
15-2-1 قضاوت در مورد قابلیت ماشینکاری
روشهای استفاده شده برای تشخیص قابلیت ماشینکاری یک ماده به صورت زیر میباشند(شکل 15-1):
1- عمر ابزار: فلزاتی که میتوانند بدون خوردگی سریع ابزار برش داده شوند عموماً قابل ماشینکاری فرض میشوند و بالعکس. مادهی قطعهی کاری که آخالهای سخت کوچکی دارد ممکن است ویژگیهای مشابهی با یک فلز ساییده داشته باشد. آن نیازمند مصرف نیروی مشابهی در طول برش است. قابلیت ماشینکاری این ماده به دلیل ویژگیهای سایشی ان کمتر خواهد بود که مسئول سایش سریع ابزار است. مسئلهای که از بکارگیری عمر ابزار به عوان یک شاخص قابلیت ماشینکاری پدیدار میشود، حساسیت آن به مادهی ابزار است.
2- پرداخت نهایی سطح: کیفیت سطح باقیمانده بر قطعهی کار در حین عملیات ماشینکاری گاهی اوقات در تعیین نرخ ماشینکاری یک ماده مفید و سودمند است. دلیل اساسی ایجاد زبری سطحی، تشکیل لبهی انباشته(BUE) بر ابزار است. به این جهت، مواد نرم شکلپذیر تمایل به تشکیل BUE دارند. فولادهای ضدزنگ، آلیاژ توربین گازی و مواد دیگر با قابلیت کارسختی(سختی کرنشی) بالا نیز با BUE ماشینکاری میشوند که نمایانگر قابلیت ماشینکاری ضعیف آنهاست. موادی که با زاویهی برشی بالا ماشینکاری میشوند تمایل به حداقلسازی تأثیرات BUE دارند. اینها شامل آلیاژهای آلومینیوم، فولادهای سردکاری شده، فولادهای خوشتراش و برنج و آلیاژهای تیتانیوم با قابلیت ماشینکاری بالا هستند. در بسیاری از موارد، پرداخت نهایی سطح یک معیار بیمعنی در تشخیص قابلیت ماشینکاری قطعهی کار است. به عنوان مثال، در برشهای زبر هیچگونه نیاز به توجه به پرداخت نهایی سطح نیست. در بسیاری از برشهای پرداخت، شرایط تولید ابعاد مطلوب بر قطعه یک پرداخت خوب را به صورت ذاتی فراهم میسازند. رتبهبندی قابلیت ماشینکاری بر اساس اندازهگیریهای پرداخت نهایی سطح همواره با رتبهبندیهای بدست آمده از نیروی برش، توان برش و عمر ابزار مطابقت ندارند. در این رابطه، فولادهای ضدزنگ رتبهبندی پایینی بر اساس هر گونه استانداردی دارند در حالیکه آلیاژهای آلومینیوم رتبهبندی بالایی دارند. آلیاژهای تیتانیوم بر اساس اندازهگیریهای پرداخت نهایی، رتبهبندی بالا؛ بر اساس آزمونهای عمر ابزار، رتبهبندی پایین؛ و بر اساس نیروی برش و اندازهگیریهای توان در دستهی متوسط قرار دارند.
شکل 15-1 تشخیص قابلیت ماشینکاری.
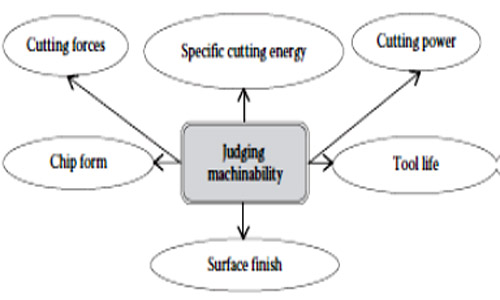
3- مصرف توان و نیروهای برشی: استفاده از نیروهای برش یا مصرف توان به عنوان معیاری از قابلیت ماشینکاری مادهی قطعهی کار این مفهوم را میرساند که مادهای که نیروهای برشی ان کم هستند، رتبهبندی خوبی در قابلیت ماشینکاری دارد. استفاده از مصرف توان خالص در طی ماشینکاری به عنوان شاخصی از قابلیت ماشینکاری مشابه بکارگیری نیروی برش است. رتبهبندیهای قابلیت ماشینکاری را میتوان از لحاظ انرژی خاصی که توان مصرف شده برای برش حجم معین در یک واحد زمانی را توصیف میکند، ارائه داد. مواد قطعهی کار دارای انرژی مخصوص بالا برای برادهبرداری نسبت به آنهایی که انرژی مخصوص پایینتری دارند، از قابلیت ماشینکاری کمتری برخوردار هستند. یک مزیت استفاده از انرژی مخصوص برادهبرداری به عنوان شاخصی از قابلیت ماشینکاری این است که آن عمدتاً یک ویژگی از خود مادهی قطعهی کار است و کاملاً نسبت به مادهی ابزار غیرحساس است. در مقابل، عمر ابزار به شدت بر مادهی ابزار وابسته است.
فاکتور برادهبرداری کاملاً متضاد انرژی مخصوص است و میتوان آن را به طور مستقیم به عنوان رتبهبندی قابلیت به کار برد اگر مصرف نیروها یا توان به منظور تعریف قابلیت ماشینکاری استفاده شدهاند. به همین دلیل، میتوان گفت موادی با فاکتور برادهبرداری بالا قابلیت ماشینکاری بالایی دارند.
اهمیت نسبی این سه فاکتور عمدتاً بر این وابسته است که آیا ماشینکاری، زبرکاری است یا پرداختکاری. در تولید واقعی، عمر ابزار برای برشهای زبر و پرداختکاری سطح برای برشهای پرداخت عموماً به عنوان مهمترین معیار قابلیت ماشینکاری در نظر گرفته میشوند(جدول 15-1).
4- تشکیل براده: یک معیار اضافی دیگر برای قابلیت ماشینکاری که گاهی اوقات مورد توجه قرار میگیرد، معیار دفع براده است. برادههای نواری پیچخوردهی نازک بلند، جز اینکه با قطعکنندههای براده شکسته شوند، میتوانند با عملیات تداخل داشته باشند که به ناحیهی برش خطرناک منتج میشود. این معیار از اهمیت حیاتی در عملیات ماشینابزار اتوماتیک برخوردار است. تشکیل براده، اصطکاک در نقطهی مشترک ابزار/ براده و پدیدهی BUE، تعیین کنندهی قابلیت ماشینکاری هستند. یک مادهی شکلپذیر که تمایلی به چسبیدن به سطح ابزار یا تشکیل BE دارد به احتمال زیاد پرداخت نهایی ضعیفی را تولید میکند. این موضوع با موادی همچون فولاد کم کربن، آلومینیوم خالص، Cu و فولاد ضدزنگ درست است. با این وجود، تشکیل براده تابعی از متغیرهای ماشین و نیز مادهی قطعه کار است و رتبهبندیهای بدست امده به این روش با ارائهی یک قطعهکنندهی مناسب براده قابل تغییر میباشند
توجه:
- برای دانلود فایل word کامل ترجمه از گزینه افزودن به سبد خرید بالا استفاده فرمایید.
- لینک دانلود فایل بلافاصله پس از خرید بصورت اتوماتیک برای شما ایمیل می گردد.
به منظور سفارش ترجمه تخصصی مقالات خود بر روی کلید زیر کلیک نمایید.
سفارش ترجمه مقاله







نقد و بررسیها
هنوز بررسیای ثبت نشده است.