
توضیحات
عنوان فارسی: بیشترین ضخامت ورقه برش برای برش لیزری با کمک اکسیژن از فولاد کم کربن
عنوان انگلیسی مقاله ترجمه شده:
the utmost thickness of the cut sheet for the qualitative oxygen assidted laser cutting of low-carbon steel
چکیده
ویژگی برش لیزری سرعت بالای آن همراه با کیفیت بالای سطح برش است. موضوعات، چگونگی تغییر سرعت برش و زبری برش با ضخامت ورق، و بیشترین ضخامت قابلقبول کیفیت، از اهمیت عملی برخوردارند. مدلهای تئوری برش لیزری که امروزه توسعهیافته اند، اجازه پاسخ به این سوالات را نمیدهند. در کار حاضر، این کار به صورت تجربی برای برش لیزری به کمک اکسیژن فولاد کم کربن حل شدهاست. در این مطالعه، وابستگی زبری سطح برش به سرعت برش در محدوده وسیعی از ضخامت ورق برش، مورد بررسی قرار گرفت. آزمایشها با لیزر CO2 انجام شد. وابستگیهای تجربی سرعت برش بهینه (که در آن زبری سطح برش حداقل است) بر روی ضخامت ورق یافت میشوند. ثابت شدهاست که حداکثر ضخامت ۴۰ … ۵۰ mm وجود دارد، و بالای آن برش کیفی غیر ممکن است. نتایج بهدستآمده با نتایج مشابه بهدستآمده برای لیزر فیبر مقایسه میشوند.
۱ مقدمه
در دهه اخیر، برش فلز در جهان غالب شدهاست. فنآوریهای لیزری در پردازش مواد، نرخ تولید و دقت بالایی را فراهم میکنند، انرژی و مواد را ذخیره میکنند، اجازه اجرای راهحلهای تکنولوژیکی جدید و استفاده از مواد سخت به ماشین را میدهند، و همچنین مطابقت محیطی را تضمین میکنند. امروزه، رایجترین لیزرهای مورد استفاده برای برش، لیزر CO2 تخلیه گاز با طولموج 6/10 um و لیزرهای فیبر یا دیسک با طولموج حدود ۱ میکرومتر هستند (آستین ۱۹۹۱، پاول و همکاران ۲۰۱۲، سینتیلا و همکاران ۲۰۱۳). ترجمه مقالات
کیفیت بخش پردازششده یکی از پارامترهای مهم برش لیزری است. برای بسیاری از کاربردها، زبری سطح برش و عدم وجود دروس شاخصهای کیفیت اصلی هستند. در حداقل زبری، شاخصهای دیگر کیفیت برش نیز در حد تحمل هستند. بنابراین برش لیزر با حداقل زبری و بدون افت، مورد توجه عملی است. باید تاکید شود که حداکثر سرعت برش همیشه از نظر کیفیت برش بهینه نیست (ماهریل و همکاران ۲۰۰۹، اوریشیچ و همکاران ۲۰۱۵).
مقاله حاضر به بررسی برش لیزری با کیفیت بالا به کمک اکسیژن فولاد کم کربن توسط فیبر و لیزر CO2 به منظور تعیین بیشترین ضخامت ورقه برش میپردازد. نتایج بهدستآمده امکان درک بهتر دامنه برش لیزری را فراهم میکند.
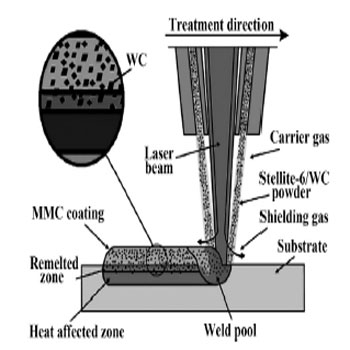
برش لیزر – اکسیژن، سوزاندن اجباری آهن در اکسیژن را نشان میدهد. در این حالت، توان لیزر و واکنش گرمازا اکسیداسیون سهم تقریبا یکسانی در تعادل انرژی دارند. (استین دبلیو. م. ، 1991). در طول برش لیزر اکسیژن ، انرژی خالص اکسیداسیون آهن برای ذوب مواد و انتشار جبهه برش کافی نیست. بنابراین ، برش به پرتو لیزر “محدود” است ، عرض کانال برش نمی تواند قطر تیر متمرکز را افزایش دهد. زبری سطح برش در حالت پایدار زیاد نیست ، حداکثر کیفیت برش در سرعت Vopt حاصل می شود.
توجه:
- برای دانلود فایل word کامل ترجمه از گزینه افزودن به سبد خرید بالا استفاده فرمایید.
- لینک دانلود فایل بلافاصله پس از خرید بصورت اتوماتیک برای شما ایمیل می گردد.
به منظور سفارش ترجمه تخصصی مقالات خود بر روی کلید زیر کلیک نمایید.
سفارش ترجمه مقاله









نقد و بررسیها
هنوز بررسیای ثبت نشده است.