توضیحات
عنوان فارسی: بهینه سازی پارامترهای جوش قوس الکتریکی زیرپودری با استفاده از تکنیکهای غیرمرسوم
عنوان انگلیسی مقاله ترجمه شده:
Performance analysis of TIG welding on al alloy by using taguchi method
بهینهسازی پارامترهای جوش قوس الکتریکی زیرپودری با استفاده از تکنیکهای غیرمرسوم
چکیده:
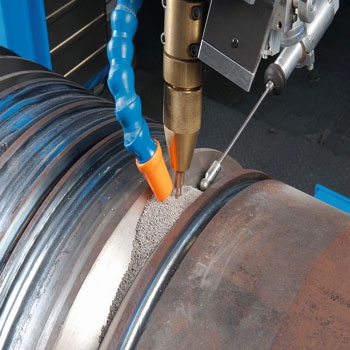
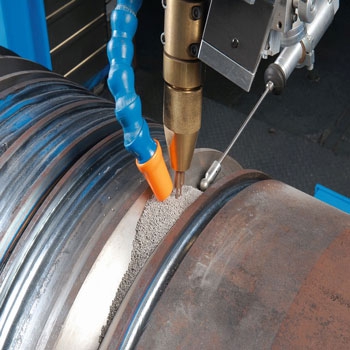
در جوشکاری قوس الکتریکی زیرپودری (SAW)، کیفیت جوش بسیار تحت تاثیر پارامترهای جوشکاری از جمله، جریان جوش، سرعت جوش، ولتاژ قوس الکتریکی و طول موثر الکترود است زیراکه آنها ارتباط نزدیکی با هندسهی پاس جوشکاری دارند؛ رابطهای که به دلیل دارا بودن خصوصیات غیرخطی، پیچیده میباشد. اگرچه، روشهای صحیح و خطا برای تعیین شرایط بهینه، زمان و هزینهی قابل توجهی را دربرمیگیرد. به منظور رفع این مشکلات، روشهای غیر سنتی پیشنهاد شدهاند. تکنیکهای جوشکاری BOP بر روی صفحههای فولادی و با استفاده از ماشین نیمه خودکار SAW، انجام شدند. دادهها برای هر طراحی تاگوچی جمعآوری گردید و تحلیل رگرسیون به منظور انتشار ارتباط ورودی-خروجی فرآیند، انجام شد. با استفاده از این رابطه، تلاشی به منظور حداقلسازی عرض پاس جوش انجام شد که شاخص خوبی برای هندسهی جوش با استفاده از روشهای بهینهسازی مبتنی بر الگوریتم ژنتیک (GA) و الگوریتم ازدهام ذرات (PSO) برای تعیین پارامترهای بهینهی جوش میباشد. مقادیر بهینهسازی بدست آمده از این روشها با نتایج تجربی مقایسه شده و ارائه گردیدند.
کلمات کلیدی: جوشکاری قوس الکتریکی زیرپودری، بهینهسازی، پارامترهای جوش، الگوریتم ژنتیک، الگوریتم ازدهام ذرات
1) مقدمه:
کیفیت جوش نقش مهمی را در بهبود استحکام، سختی و چقرمگی ماده ایفا میکند. کیفیت قطعات جوش توسط پارامترهای مختلفی مانند هندسه پاس جوش، نرخ رسوب و سختی قابل ارزیابی میباشد. این خصوصیات توسط تعدادی از پارامترهای جوش مانند جریان جوش، سرعت جوش، ولتاژ قوس الکتریکی و طول موثر الکترود قابل کنترل میشند، در نتیجه به منظور بدست آوردن کیفیت خوب، تنظیم و استفاده از پارمترهای مناسب فرآیند جوشکاری از اهمیت ویژهای برخوردارست [9, 18].
معمولا، پارامترهای مطلوب جوشکاری، توسط روشهای سنتی مانند تجربیات جوشکار، نمودارها و کتابهای راهنما (مقادیر پیشفرض) بدست میآیند که ساده و کم هزینه هستند. سپس با بهرهگیری از کارشناسان جوشکاری، تکنیکهای کامپوتری پیشرفته به منظور کمک به مهندسان جوشکاری در تعیین شرایط جوش توسعه یافتند [5]. اما این مساله اطمینانی در موفقیت جوشکاری با بهرهگیری از این پارامترهای انتخاب شده را موجب نمیشود و این روش در فرآیند جوشکاری نوین مناسب نمیباشد. به منظور رفع این مشکل، روشهای متعددی برای یافتن مقادیر خروجی مطلوب توسط مدلها به منظور همبستگی مقادیر ورودی با مقادیر خروجی، توسعه یافتهاند. روشی که به صورت گسترده برای تعیین مدل جوشکاری استفاده میشود، استفاده از تحلیل رگرسیون و طراحی تجربی است [24]. تکنیک های فاکتوریل جزء به جزء [8] به منظور پیشبینی ابعاد پاس جوش در SAW خودکار استفاده شدند. سپس مدلهای ریاضی [19] به منظور پیشبینی هندسهی پاس جوش برای جوشکاری توپودری استفاده میگردند. روشهای مهندسی کیفیت تاگوچی با استفاده از طراحی آزمایشات، روشی سیستماتیک و کارآمد برای بهینهسازی طراحیها از نظر عکلکرد، کیفیت و هزینه را فراهم میسازند. این یکی از ابزارهای آماری مهم برای طراحی سیستمهایی با کیفیت بالا در هزینهی کاهش یافته است [22]. روش تاگوچی و تحلیل رگرسیون برای تعیین پارامترهای فرآیند جوشکاری قوس الکتریکی زیرپودری اعمال میگردد [14]. تحلیل رگرسیون چندگانه [23, 16, 15, 10] برای پیشبینی پارامترهای فرآیند برای جوشکاری قوس الکتریکی تحت حفاظت گاز استفاده شدهاند. این تحلیلها در عملکرد به دلیل مشکلات مربوط به مدلسازی و وقتگیر بودن، محدود هستند و دست و پاگیر میباشند. با توجه به ناکارآمدی مدلهای ریاضی در توضیح خواص غیرخطی موجود بین پارامترهای ورودی و خروجی جوشکاری، سیستمهای هوشمند مانند شبکهی عصبی مصنوعی (ANN) و سیستمهای منطق فازی پدیدار شدند. شبکههای عصبی مصنوعی [12, 17] به منظور پیشبینی هندسهی پاس جوش و نفوذ در جوشکاری قوس الکتریکی تحت حفاظت، استفاده شدند. اگرچه آنها در مقایسه با مدلهای رگرسیون مرسوم دارای چندین مزیت بودند، مدلسازی شبکههای عصبی نیازمند زمان گسترده، تعداد زیادی نمونه و هزینه برای آموزش شبکه می باشد. اما بهینهسازی با استفاده از مدلسازی رگرسیون، شبکهی عصبی و روشهای تاگوچی تنها زمانی میتوانند موثر واقع شوند که فرآیند جوشکاری نزدیک به شرایط بهینه و یا در یک محدوده عملیاتی پایدار [13] تنظیم شده باشد. به منظور حل مشکل بالا، روشهای غیر مرسوم برای یافتن راحل بهینه استفاده میشوند. الگوریتم ژنتیک [6] ابزار موثری در یافتن شرایط نزدیک به مطلوب است. نیازی به توابع هدف ندارد اما برای بهینهسازی تنها به مقادیر هداف نیاز دارد. بنابراین، این روش نمیتواند برای پدیدههای نامطلوب از قبیل فوران پذیرفته شود. این الگوریتم نیازمند تعداد زیادی آزمایش است، با این حال برای یافتن شرایط نزدیک به بهینه مطلوب است. علاوه بر این، الگوریتم نمیتواند یک مدل ریاضی بین متغیرهای ورودی و خروجی تولید کند. الگوریتم ژنتیک برای بهینهسازی پارامترهای جوشکاری قوس الکتریکی [11, 13]، جوشکاری قوس الکتریکی زیرپودری در فرآیند [1] و هندسهی پاس در ورقههای فولادهای زنگ نزن آستنیتی قوس الکتریکی منتقل شدهی پلاسما، استفاده شد [21]. PSO روش غیرمرسوم دیگر است که از توانایی گروهی پرندگان، ماهیها و گلهی حیوانات برای انطباق با محیط خود، یافتن منابع غنی مواد غذایی و بازداشتن شکارچیان با اجرای رویکرد به اشتراک گذاری اطلاعات، الهام گرفته است [4]. اخیرا، بهینهسازی پارامترهای مشینی برای عملیات فرزکاری و پارامترهای جوشکاری سایش با استفاده از الگوریتم ازدهام ذرات انجام میشود [2, 20]. این مقاله رویکرد روش تاگوچی و تکنیکهای غیر مرسوم، تکنیکهای محاسباتی PSO و GA را به منظور یافتن مجموعهای بهینه از مقادیر فرآیند جوشکاری را بررسی مینماید که عرض پاس مطلوب جوش را در جوش قوس الکتریکی زیرپودری فولاد تولید میکند. نتایج بدست آمده مقایسه و ارائه میشوند.
توجه:
- برای دانلود فایل word کامل ترجمه از گزینه افزودن به سبد خرید بالا استفاده فرمایید.
- لینک دانلود فایل بلافاصله پس از خرید بصورت اتوماتیک برای شما ایمیل می گردد.
به منظور سفارش ترجمه تخصصی مقالات خود بر روی کلید زیر کلیک نمایید.
سفارش ترجمه مقاله







نقد و بررسیها
هنوز بررسیای ثبت نشده است.